
Руководство
«Диспетчер»


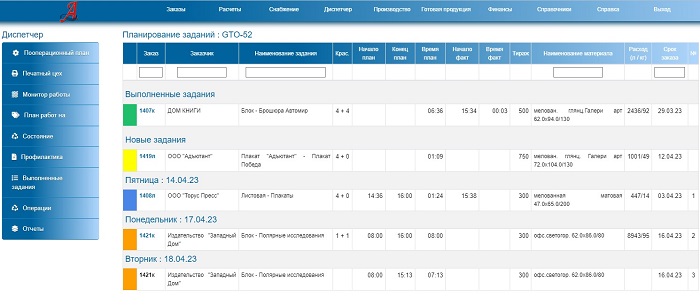
Здесь автоматически появляются заказы, которые были рассчитаны в блоке приема заказов с отметками «отправка в производство». Список содержит основные данные по заказам, включая информацию по деталям заказов. Цель планирования - назначить плановые сроки окончания производства изделия. При планировании производственные операции группируются по видам оборудования и расставляются с учетом текущей загрузки оборудования.
Планирование производится с учетом результатов предшествующих этапов, в том числе планового завершения операции на выбранном оборудовании. В случае если сроки были нарушены, то план выполнения заказа может быть скорректирован.
В планировщике заданий отображается необходимое количество материалов на заказ.
Планирование в системе сводится к упорядочению работ по оборудованию с учетом расчетной длительности операций. Длительность операции рассчитывается на основании заложенных нормативов производительности оборудования и длительности приладки в зависимости от группы сложности.
Чтобы отправить задание в очередь, нужно выбрать оборудование, затем в разделе «Новые заказы» кликнуть мышкой по номеру заказа. Перед Вами появляется форма для постановки задания в очередь. Здесь можно: изменять порядок следования работ, изменять оборудование, добавлять произвольные параметры выполнения работ. При этом автоматически пересчитывается необходимый объем работ.
Задание становится в плановую очередь. Кликаем мышкой по номеру заказа, после чего открывается форма для отметки состояния задания: «В очереди», «В работе», «Остановлено» и «Выполнено». Если состояние установлено «В работе», то в программе фиксируется фактическое время, когда была сделана отметка. Когда работа закончена нужно установить состояние «Выполнено», при этом программа автоматически зафиксирует время фактического выполнения операции.

Следите, сколько времени планируется на выполнение той или иной операции, при необходимости можно вручную назначать начало работы, исходя из фактической загруженности оборудования.
В приеме заказов реализована возможность создавать указания по каждой номенклатуре для печатника. Сквозные комментарии через модуль диспетчеризации производства передаются в форму задания для цеха. Заданные параметры выполнения работ отображаются затем в заданиях на работу как указания для исполнителей.
Все работы, необходимые для выполнения заказа, размещаются в очереди, заказ автоматически перемещается на закладки «отправленные заказы».
В работе планировщика производства, при отправке задания в очередь в случае не готовности к производству определенной детали, имеется возможность не ставить данную номенклатуру заказа в производственный план. В этом случае можно сделать отметку «Остановлено» для соответствующей детали.
С помощью справочника «Выходные и праздничные дни» можно устанавливать или отменять выходные дни во всех производственных подразделениях одновременно для всех типов оборудования.
Для уменьшения объема данных в таблицах диспетчирования производства автоматически выполняется групповая очистка выполненных заказов, в активной базе остаются заказы за последние 365 дней.
В производственном плане каждому заказу независимо от срока сдачи, присваивается свой порядковый номер очереди. Поэтому при построении производственного плана диспетчеру при отправке следует учитывать важность заказов и заданные сроки выполнения.
После перемещения заказа автоматически реализуется расчет ожидаемого срока окончания работы. При формировании планов учитываются времена на приладку и переналадку оборудования, время на планово-профилактические работы, в результате в пооперационном плане очередность работ выстраивается оптимальным образом.
Длительность работы = время работы + время на приладку * кол-во приладок + время на переналадку. Время печати = кол-во листов листопрогона / производительность. Время приладки и переналадки берется из справочника оборудования. Итоговое время округляется до 5 минут.
Имеется возможность вручную переставлять заказы в зависимости от возникших приоритетов. Для изменения порядкового номера конкретного задания в очереди нужно в модальном окне указать № очереди и нажать кнопку «Сохранить». По кнопке «К заказу» можно перейти на форму приема заказов и просмотреть всю информацию по заказу. По кнопке «Удалить» операции могут сниматься из плана по причине недоставки материалов в срок или по другим причинам. При этом весь план автоматически корректируется.
По кнопке «Отчеты» формируется задания на работу по операциям или по выбранному оборудованию и отчет о выполненных заданиях.
В планировщике заданий показывается:
- используемое оборудование;
- планируемое время начала выполнения операции;
- планируемое время окончания работы;
- общая продолжительность работы с учетом времени на приладки и переналадку;
- выработка (планируемая и выполненная);
- наименование используемого материала;
- необходимое количество материала на заказ;
- срок заказа.
Планировщик заданий, по сути, является фильтром по оборудованию от пооперационного плана. Он наглядно отображает очередь заказов по выбранному оборудованию.
Планирование производства интегрировано с производственным учетом и конкретный заказ должен пройти все стадии производственных процессов с отметкой об их выполнении на каждом участке. Сам процесс прохождения заказа отображается в мониторинге производства. После завершения всех операций заказ переходит в стадию выполненных заказов. Для такой схемы работы необходимо организовать рабочие места на каждом производственном участке.
Для удобства просмотра очереди заказов используется фильтр по состоянию заданий (плановые, выполненные, задания в работе), а также фильтр по дням выдачи сменных заданий.
Для удобства работы технолога-диспетчера создан механизм автоматического перемещения операции в очереди заказов. После этого происходит перерасчет всей очереди заказов на выбранном оборудовании. Также имеется возможность непосредственно в пооперационном плане отмечать выработку. Для прерывания выполнения отдельной операции заказа необходимо изменить состояние задания на «Остановлено». Описание причины аварийной остановки можно задать в окне «Примечание».
Для того чтобы система правильно сформировала производственный план, необходимо настроить календарь рабочего времени. При составлении плана учитывается начало рабочего дня, количество часов в рабочем дне и количество рабочих дней в неделе. При необходимости диспетчер может изменить эти данные. Также учитываются выходные и праздничные дни. По умолчанию – два выходных в неделю. В системе реализована возможность создавать и оперативно изменять графики работы по кнопке «Выходные дни».
После завершения этапов допечатной подготовки и печати, составляется пооперационная карта финишной обработки изделия. В соответствии с этой пооперационной картой на участке автоматически генерируются планы работ. Это позволяет отобразить на мониторе у исполнителя весь список работ, которые он может начать выполнять. Список сортируется в соответствии с датой выполнения предыдущей операции.
Если диспетчер видит недозагрузку некоторого оборудования, он имеет возможность, используя планировщик производства перенести заказ с одного оборудования на другое. После чего, загрузка оборудования меняется соответствующим образом, в зависимости от отношения производительности старого оборудования к новому выбранному типу. Изменение плана реализуется программой в автоматическом режиме.
После того как заказ был выполнен, он автоматически перемещается на закладку «выполненные заказы».
Для визуализации очередей предлагается временная диаграмма Ганта, на которой отражается ход выполнения работ по деталям заказа, продолжительность технологических операций, загрузка оборудования и состояние заказов.
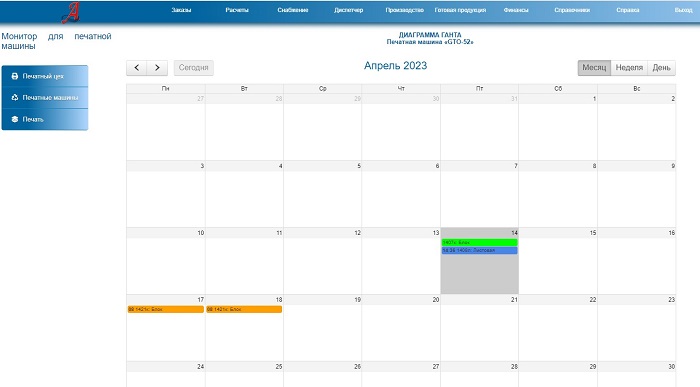
Диаграмма предназначена для визуального наблюдения за ходом выполнения заказов в производственных цехах. Диспетчер при отправке заказов в работу имеет возможность давать указания, назначая различные значения параметров.
Мониторинг предусматривает реализацию функции управления в реальном масштабе времени; при этом предусматривается поступление оперативной информации о прохождении конкретных заказов. Монитор помогает видеть, на какой стадии выполнения находятся заказы.
В случае необходимости заказ может быть возвращен из производства в очередь ожидания. В системе все шаги обработки заказа можно откатить к предыдущему состоянию. Это позволяет в случае необходимости возвращать заказ из производства и вносить корректировку в техпроцесс изготовления. Если пришлось внести какие-либо коррективы необходимо в приеме заказов в обязательном порядке вновь нажать кнопку «Рассчитать» и сохранить заказ. Программа сделает перерасчет всего производственного плана с учетом внесенных вами в пооперационную карту изменений. И далее диспетчер может наблюдать за ходом прохождения заказа в процессе его изготовления.
Информация о прохождении заказа по технологической цепочке постоянно доступна менеджерам. Для этого предназначена поле «Состояние» в модуле приема заказов. Таким образом, вся информация в диспетчере производства все время обновляется и является полностью динамической.
© 2024 Программа «Адъютант-Полиграфия» официально зарегистрирована Федеральной службой по интеллектуальной собственности в Реестре программ для ЭВМ.
Регистрационный № 2021617399 от 13.05.2021 г.

